
新闻详情
陶瓷网纹辊的创新网型及其应用(上)
时间:2020-10-21
点击:2476
 |
崔三亮,上海鸣谦印刷器材有限公司总经理。毕业于西南大学包装工程专业,14年柔版印刷行业从业经验,尤其对陶瓷网纹辊的生产加工和使用保养有较深入的研究。并在柔印杂志发表过《网纹辊全面管理》等相关技术文章。
本文介绍了柔版市场发展中遇到的陶瓷网纹辊相关问题,以及能够解决或者改善这些问题的创新网型。
今天的柔印行业和十多年前相比,已不可同日而语。随着商品市场的供应饱和甚至过剩,年轻一代审美和生活方式的改变,为应对竞争激烈的终端市场,品牌商无不主动或被动推出各种创新的包装解决方案。与之对应,印刷厂也在主动或被动地参与到各种包装产品的创新中。
由于国家环保政策日趋严格,在环保方面更具优势的柔版印刷已经被推上了前台。由胶印和凹印转向柔印的订单日趋增多。但是由于柔版印刷的特性,相比之下高光渐变图案的大批量稳定印刷并不是很理想。为应对这一问题,印前系统供应商推出了各种高解析度高稳定性的加网方案(如图1,右上角为ProjectBlue 350LPI的印刷效果,左下角为传统调幅网点150LPI的印刷效果);版材供应商推出了各种能够提高高光网点还原效果和稳定性的印版;油墨供应商推出了高色强、低粘度的油墨,以便能进一步提升印刷实地密度;设备供应商也在张力控制和压力控制的稳定性上做足了功夫。
|
|
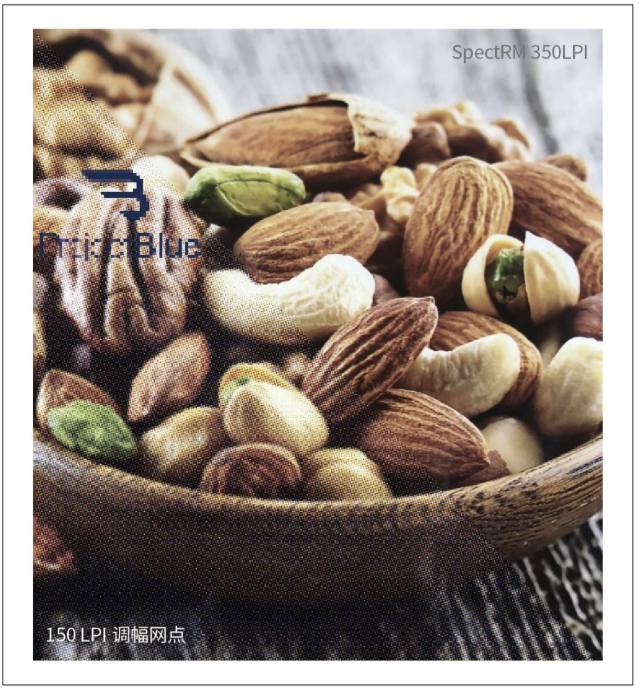
图1 ProjecBlue 350LPI与传统加网的印刷样对比
如此种种柔印创新技术,对“柔印机的心脏”---网纹辊(如图2所示)也提出了更高的要求。目前市场上应用较为广泛的传统网纹辊网型是正六边形60° 网型,其在实际生产中表现出诸多局限性,制约了柔印品质、印刷速度和生产稳定性的提高。行业的发展客观上需要网纹辊生产商为解决这些现实存在的问题而提出新的解决方案。这应该也是过去十多年来市场上各种各样的创新网型网纹辊如雨后春笋般层出不穷的根本原因。
|
|
 |
|
|
图2 套筒网纹辊
本文希望通过列举传统网型网纹辊容易产生的问题、分析背后的原因,以及英国Sandon为解决这些问题而推出的创新网型,为印刷厂和其他同行共同解决这些问题提供新的思路,也希望能够为未来的柔印市场带来更多的网纹辊创新解决方案。
网纹辊甩墨问题
70%连通率的传统60° 网型
网纹辊甩墨问题是现代高速卫星式柔印机比较容易出现的问题之一,对生产效率和印刷质量的影响非常大。其主要是由两个因素造成:第一种是挡墨块封墨不良,第二种是上刮刀作为封墨刀的情况下,网纹辊背刮(如图3所示,网纹辊上一定量的油墨被封墨刀挡在墨腔外面,从而无法再次进入油墨循环系统的现象称为背刮)产生的油墨沿刮刀和网纹辊接触点向两端流动到网纹辊端面从而造成的甩墨。
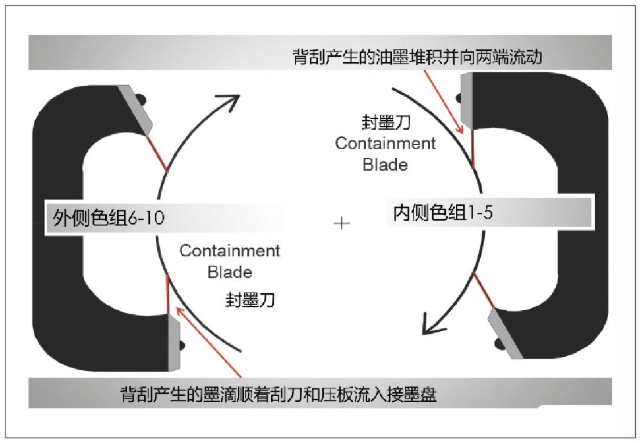 |
图3 背刮现象示意图
当然,挡墨块封墨不良的问题,需要调整封闭腔刮刀系统的设置,或者更换密封性及耐磨性更佳的挡墨块。但是网纹辊背刮的问题却和网孔雕刻以及网纹辊表面的粗糙度有直接的关系。2006年7月Sandon和某国际知名卫星式柔印机生产厂商共同发起的测试表明,Sandon设计的70%连通率的传统60° 网型的网纹辊在高速工况下可以极大减轻背刮现象,从而相应减少网纹辊甩墨问题。
这是因为70%连通率的网孔可使油墨在相邻网孔之间平稳流动,如图4所示,网孔排空性能良好,单个网孔中油墨压力积聚最小化。与之对应传统的全封闭网墙网孔中油墨的流动如图5所示,油墨封闭在每一个网孔的孤立网墙之内,容易在网孔内造成压力积聚;而且,网墙开口比例较差的网纹辊,雕刻太深,为达到要求的载墨量必须过度抛光,如图6所示。
 |
图4 70%连通的网孔中的油墨流动示意图
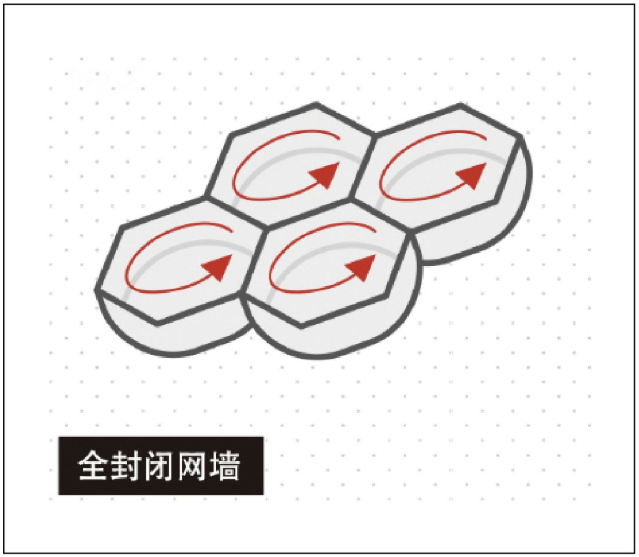 |
图5 全封闭网墙网孔油墨流动示意图
|
图6 过度抛光的网孔油墨流动示意图
高线数网纹辊不耐磨的问题
Xpro 网型
随着柔印技术的进步,印版线数在不断提高,更高线数的网纹辊被生产出来,以印刷精细的高光网点,这就不可避免地造成网孔更精细、更脆弱。不幸的是,尽管网纹辊技术越来越向微观方向发展,但是相对于网孔被要求实现的任务来说,现在的网纹辊生产并没有比之前更容易。用以刮去网纹辊表面多余油墨的刮刀质量和硬度通常都不一样,印刷操作人员也经常用增加刮刀压力的办法来解决印刷相关问题。并且,印刷厂也越来越倾向于让印刷机每周多工作几个小时,也就是网纹辊多磨损几个小时,同时减少了预定的网纹辊维护保养时间。所有这些因素都会导致网纹辊更快磨损及增加潜在的损坏风险。
另外由于封闭式刮刀系统的存在,网纹辊划伤一直都是卫星式柔印很难避免的问题,也是造成网纹辊非正常报废的主要原因之一。对于高清印刷需要配套的1000-1500 LPI网纹辊而言,如果按照传统网型正常雕刻,则网墙的厚度为1.5-2.5μm,也就是说一根发丝的直径70μm会比网墙厚度大30-50倍。尽管陶瓷涂层的硬度通常高达HV1350-1550,但是考虑到其易碎的特征,如果封墨刀和网纹辊之间偶然嵌入的高硬度异物与厚度只有2μm左右的网墙进行每分钟700转左右的高速摩擦,则网墙被刮伤也就很容易被理解了。
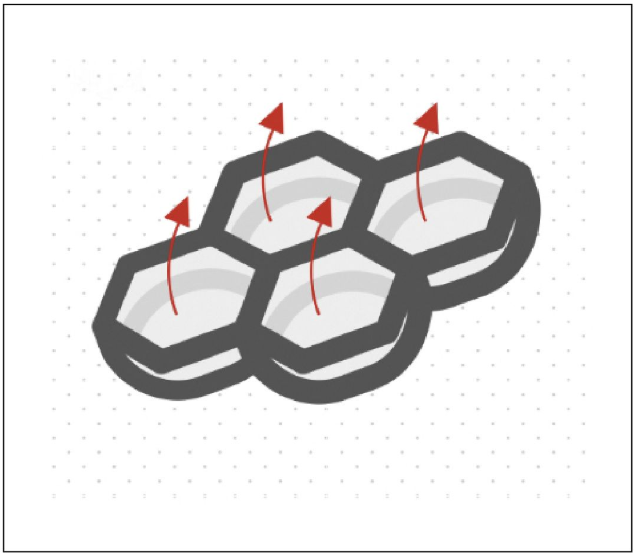
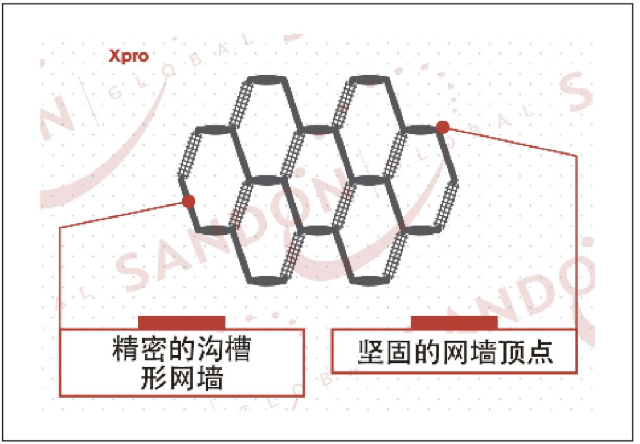
Xpro网型被设计出来的目的就是为了适应线数越来越高、高清柔印需求越来越多的场合。精密的沟槽型网墙环绕顶点,如图7所示,在实现高线数雕刻的同时保持坚固的网墙。Xpro网型具有略高于其他区域的顶点。顶点的存在可便于精密抛光,增强网孔对刮刀压力的韧性,从而使得网孔强度更高。刮刀被数百万这样的高点支撑,足以形成均匀的刮墨效果和均一的刮刀磨损。增加抛光之后的网孔耐磨性更好,这就使得高线数的Xpro网型网纹辊更能抵抗网墙磨损变厚, 另外在日常使用中也不太容易出现包括划伤在内的相关问题。
 |
Xpro精密沟槽型网墙环绕顶点的结构,非常适合高清印刷所需要的高线数和良好控制因素。这些精密网墙为高光网点提供印刷精度,半通沟型网孔(如图8所示)为油墨提供良好的转移性能以形成鲜明的高清色彩。Xpro网型有严格定义的三维数据,包括顶点和网墙的宽度等。经验表明,相对于开放网型,Xpro网型表现出了相当好的印刷清晰度。而开放网型由于对油墨在特定方向上的控制性不良,更容易造成网点搭接和脏版。这个也是为什么Xpro网型是半通沟却没有完全连通的原因。Xpro的另一个重要优势是61° 的雕刻设计非常接近传统网型的60° ,这样就基本消除了产生干涉条纹(摩尔纹)的可能性。
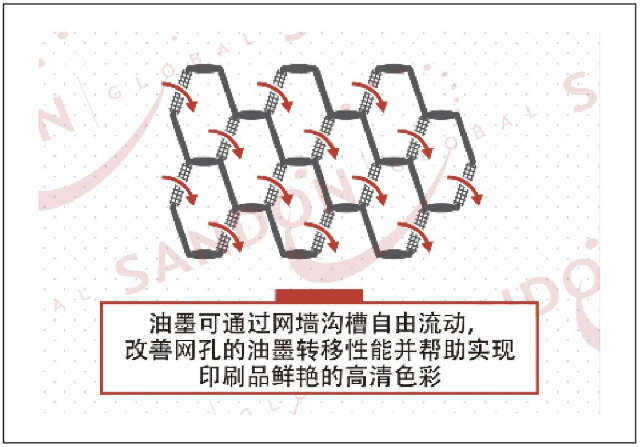 |
图8 半通沟型网孔对油墨流动的限制