
新闻详情
陶瓷网纹辊的创新网型及其应用(下)
时间:2020-10-21
点击:3437

崔三亮,上海鸣谦印刷器材有限公司总经理。毕业于西南大学包装工程专业,14年柔版印刷行业从业经验,尤其对陶瓷网纹辊的生产加工和使用保养有较深入的研究。并在柔印杂志发表过《网纹辊全面管理》等相关技术文章。 |
高清印刷的网点搭接问题
iPro高清网型
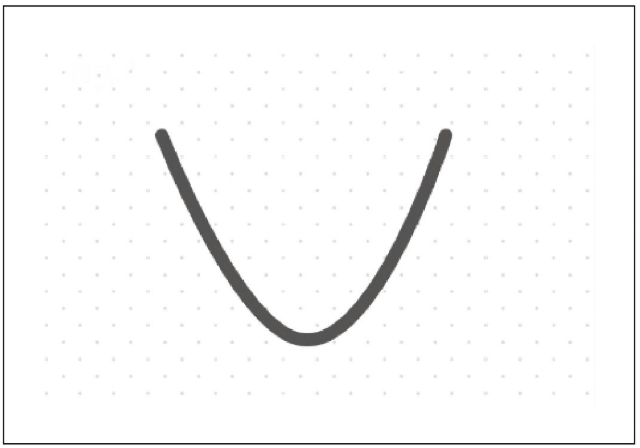
高清印刷需要增强的色密度和鲜明的色彩,同时可在长单中高速印刷精细高光网点,降低网点扩大。大量的测试表明,传统60° 网型无法同时达到两个目标:较高的色密度和精细的高光网点印刷。为了解决这一问题,市场上有很多网纹辊生产商在高线数网纹辊上雕刻出极深的网孔,用以实现高清印刷,如图9所示。
|
图9 类似抛物线形状的网孔底部 |
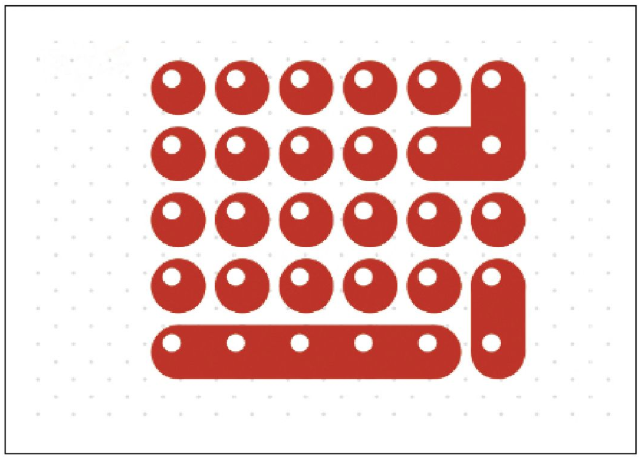
这种网孔会使一定比例的油墨被困住,无法转移出来,如图10所示,从而导致油墨转移和网点扩张不稳定,在印版高光区域容易产生网点搭接(Dot bridging)问题,如图11所示。通过大量的印刷测试进一步发现,在软包装印刷中印刷速度超过500m/min时,传统60° 网型网纹辊印刷的色密度会降低。尽管这些类似抛物线的网型在物理上可以比标准网型带更多的油墨,但是在实际使用过程中只会导致更多的油墨被困于网孔中,反而使得高速缺墨(Ink Starvation)现象更为明显,并导致色密度不稳定等印刷不良问题。
|
图10 抛物线的网孔缺陷 |

|
图11 网点搭接 |
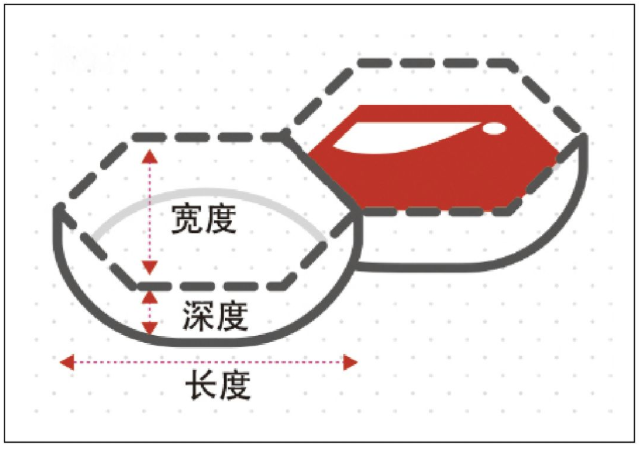
为了解决这一问题,应对高清印刷的需要,Sandon设计了iPro高清网型,严格的三维数据(如图12所示),来结合传统网孔在印刷高光网点时的控制因素(标准网孔而非抛物线型网孔)和开放网孔良好的油墨转移特性,既能实现高清印刷所需要的高线数高载墨量,网孔又足够开放到不会困住油墨,从而不会在现代高速印刷机上产生缺墨现象,确保高线数网纹辊在高速印刷时也能保持良好的色密度。
|
图12 iPro严格的三维数据 |
实地和网点印刷兼容问题
HVP/Fluid FP综合印刷网型
受传统60° 网型的限制,柔印通常很难在同一张印版上实现良好的实地印刷和精细的网点印刷。将实地和网点分版印刷又会导致成本和控制难度的相应增加,并且有些情况下受印刷机色组数量的限制,分版印刷的方案未必可行。
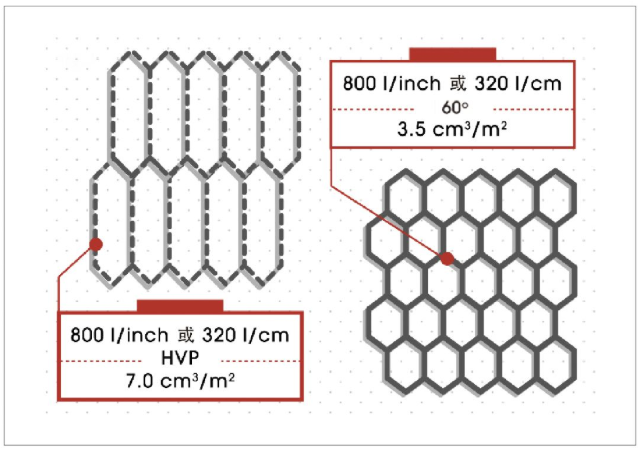
为了解决这一问题,Sandon设计了独特的HVP网纹辊,可在同一张印版上实现良好的实地和网点图案印刷;这是因为这种网型可同时实现高线数和高载墨量,如图13所示。相比之下,传统60° 网型网纹辊在不牺牲其至关重要的油墨转移性能的前提下,只能实现高线数和高载墨量两者之一。
|
图13 HVP和传统60° 网型对比 |
HVP是一个经过了18个月的研发和优化,才达到理想状态的多功能网型。Sandon的激光雕刻工程师设计了严格的三维数据公差,用以控制其至关重要的油墨转移性能。非常详细的SOP文件主要聚焦在如何控制网孔的三维数据公差,如图14所示,以及雕刻后的精密抛光,以保证每次生产同样参数的网纹辊性能完全一致。
|
图14 HVP严格的三维比例雕刻 |
由于稳定的网孔三维比例控制,HVP网型印刷实地的效果要远超传统60° 网型。这种网型改善了油墨转移性能,更多的油墨从而帮助减少露白及缺墨现象,可在600m/min的速度下保持色密度的稳定。另外HVP网型可在更高线数上实现相同的载墨量,更多的网孔也就意味着更为均匀的墨层分布。
HVP网型能够在同一张印版上实现实地和网点印刷的特点让很多印刷厂降低了网纹辊库存数量。但并不是说一支HVP网纹辊可以代替几支其他不同雕刻参数的传统60°网纹辊;比如一支载墨量为3.9 BCM的网纹辊不可能达到7.1 BCM网纹辊所能达到的色密度,反之,这支7.1 BCM的网纹辊也不可能做到良好的网点印刷。
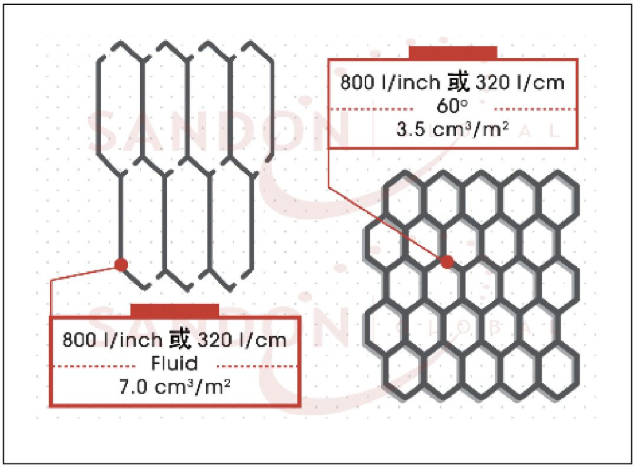
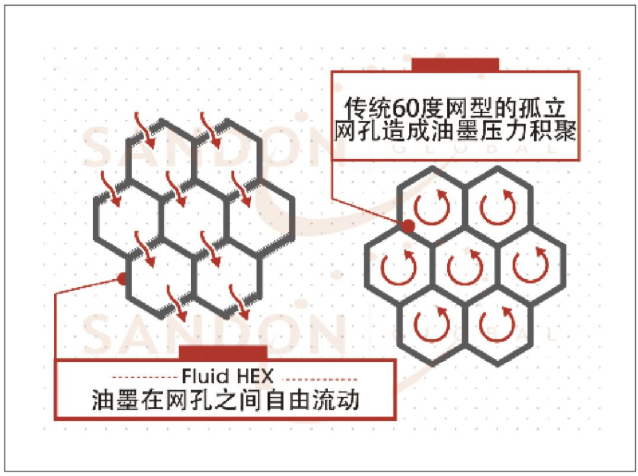
Fluid FP网型是基于HVP和iPro网型演变而来。这种半通沟的网型结构使油墨可在相邻网孔之间有限流动,如图15所示,降低高速缺墨现象,使印刷速度提到更高。与HVP相似,其特殊的网孔结构具备高线数、高载墨量的特点,如图16所示,在同一张印版上实现良好的实地和网点印刷,如图17所示。Fluid FP网型的主要优势是网纹辊可以在更长时间内保持清洁,原因在于其特殊的开放结构使得油墨很难被困在其中;如果网孔堵塞的话,无论是手工清洗还是物理清洗都会比较容易。这项特点可改善载墨量的稳定性,提高生产效率。
|
图15 Fluid FP网型油墨流动示意图 |

|
图16 Fluid网型和传统60° 网型的对比 |
|
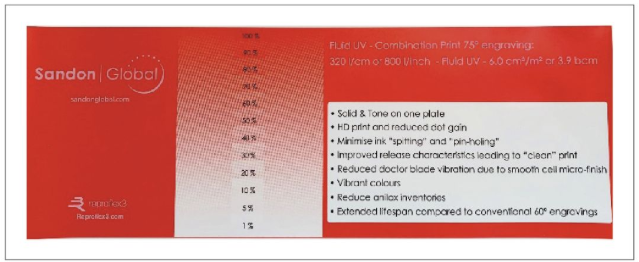
图17 综合印刷样张 |
UV飞墨问题
Fluid HEX UV印刷网型
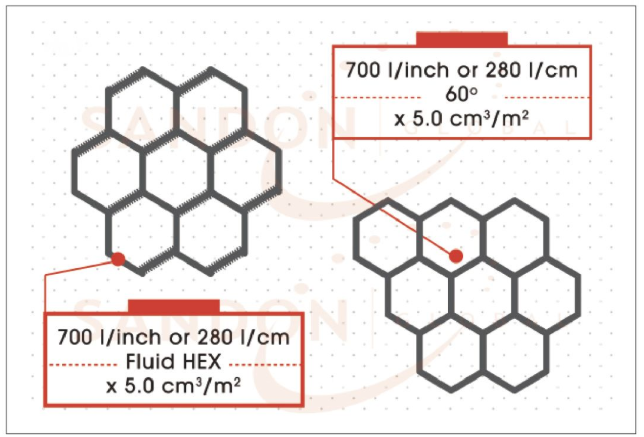
传统60° 网型长期以来是用于窄幅UV印刷的标准网型,这种网型的灵活性让印刷厂可将其用于各种用途;但是这种网型在印刷UV油墨时容易出现“飞墨”问题也已经广为人知。UV油墨“飞墨”问题会造成不正常停机,极大地损失印刷效率,以及印刷材料的严重浪费。因此Sandon开发了Fluid HEX UV网型网纹辊,专门用于解决UV油墨印刷的“飞墨”问题。可在保持网纹辊现有参数和印刷质量的同时,大幅减少甚至完全消除“飞墨”问题,二者的对比情况见图18。
|
图18 Fluid HEX网型与传统60° 网型对比 |
Fluid HEX网型可在不同材料上灵活印刷四色和实地。印刷厂经常使用几种不同的雕刻参数来满足印刷需要的色域范围,从传统网型转换为Fluid HEX网型非常简单,由于两者的雕刻参数完全一样,所以可按照完全一样的雕刻参数直接替代。
举例来说,如果之前使用传统网型500LPI×60°×7.0cm³/㎡印刷中等实地,那可以简单地用500LPI×Fluid HEX×7.0cm³/㎡直接替代并能够印刷出一样的颜色数据和品质。
UV墨“飞墨”问题由几个因素共同导致,包括印刷速度、油墨粘度、刮刀和网纹辊。就网纹辊来说有两个主要因素会导致“飞墨”问题:
1. 网孔之间连通性太低,可导致单个网孔内油墨压力积聚,并导致网孔释墨不稳定,结果就是“飞墨”。Fluid HEX网型通过把相邻网孔连通,如图19所示,以避免单个网孔内压力积聚的方式解决了这个问题。
|
图19 Fluid HEX网孔内油墨流动示意图 |
2. 网纹辊雕刻后,精密抛光不充分,导致表面不均匀,也会引起“飞墨”问题。雕刻后网孔边缘的重铸陶瓷会导致网纹辊表面不均匀,造成刮刀震动,导致部分油墨“飞”过刮刀和网纹辊之间。Fluid HEX的开放网型结构,意味着可以增加网纹辊精密抛光,提高网纹辊表面的平整度,降低刮刀震动,从而消除或者降低“飞墨”现象。
如果给传统60° 网型增加抛光,也能改善刮刀震动导致的“飞墨”问题;但是,过度抛光导致的封闭网孔内油墨压力积聚,还是会导致“飞墨”问题。Fluid HEX可同时克服这两个因素,半通沟型的网孔结构允许增加表面抛光,来改善网纹辊表面的平整度以避免刮刀震动,但是又不会由于过度抛光而将网孔封闭起来;同时,增加的表面抛光增强了网纹辊的耐磨及耐划伤特性。
大尺寸颗粒转移不良问题
GMX涂布网型
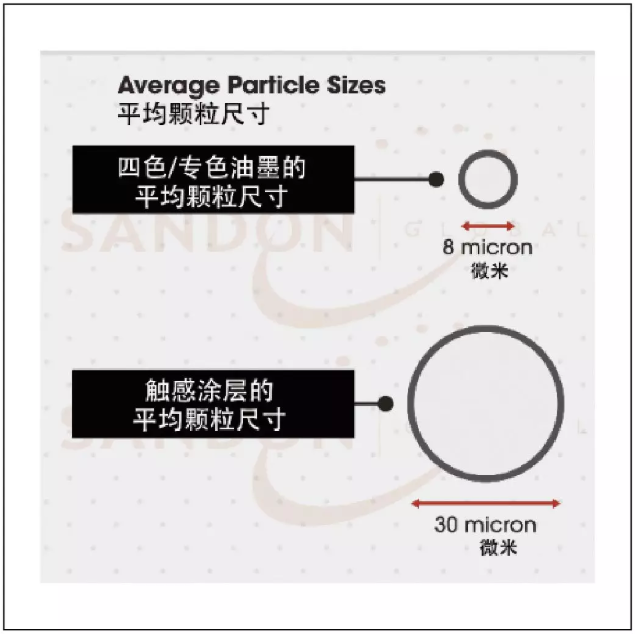
印刷特殊触感涂层等应用的一个关键问题是:涂布材料里面的颗粒尺寸,如图20所示。正常情况下,使用传统网纹辊印刷这些具有大尺寸颗粒涂布材料,无法将这些大颗粒材料正常转移出来。常见的情况是大尺寸颗粒会卡在网纹辊网孔里面,或者在网孔里面无法均匀分布,因此无法达到需要的光学密度或者涂布量。
|
图20 触感涂层和标准潘通专色的油墨颗粒尺寸对比 |
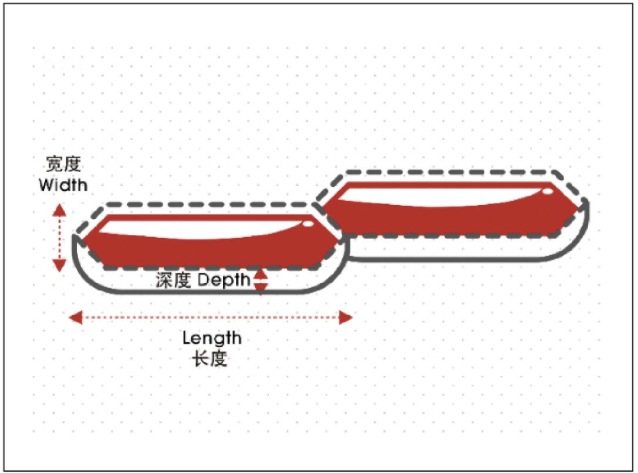
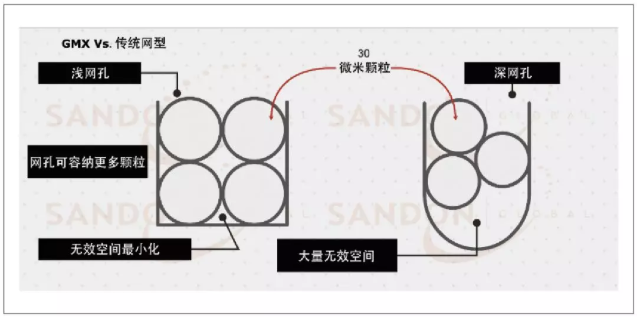
针对这一问题,Sandon开发了独特的GMX网型,专为大涂布量的触感效果、上胶、金属墨及大墨量涂色应用而设计。GMX的网型设计使得其可以承载和转移油墨或涂料,原因是相较于传统60°网型,GMX网型的底部非常浅且平坦,这就意味着更多数量的大尺寸颗粒可以被充满及携带,并不会造成排空或者转移问题,因此可改善印刷效果,如图21所示。
|
图21 GMX网型设计提高网孔的空间利用率 |
GMX浅网孔的特性使其相对于传统网型非常容易清洗。考虑到很多涂布材料的配方特性,这点就尤为重要了。
上一条:欢迎莅临2023.7.12-7.14中国国际瓦楞展 我们(2C268)与您不见不散
下一条:没有新闻
下一条:没有新闻